
 strategies to optimize Die making time and improve accuracies")
High-Speed Machining (HSM) strategies in Die & Mold (D&M) focus on high spindle speeds and feed rates with small radial engagements (stepovers) and high axial depth of cut. This approach reduces cutting forces and heat buildup, producing superior surface finishes and reducing polishing time.
Key Hsm Tool Path Strategies For D&M:
Adaptive Clearing and High Speed Milling (HSM)
- Adaptive Toolpaths: These are the most effective Tool Paths for rapid roughing. They maintain a constant tool engagement angle which prevents the tool from being buried in corners and overloading, allowing for deeper, faster cuts.
- Follow the Part Offsets: Instead of traditional zigzag or center-out, high-speed roughing often uses follow the part patterns that work from the outside in to avoid slotting through material that will cause drop in the feed rates due to heavy engagements of the tool.
Trochoidal Milling
- Used for slotting or clearing narrow areas, this strategy involves a continuous, looping path (a trochoid curve).
- It ensures the cutting tool always moves along a curve of constant radius, allowing for consistent feed rates and reduced tool wear.
Trochoidal Milling uses a circular, looping tool path with small radial stepovers to maintain constant chip thickness and reduce heat. This is particularly effective for slotting and deep cavities where tools would otherwise be “buried” in material
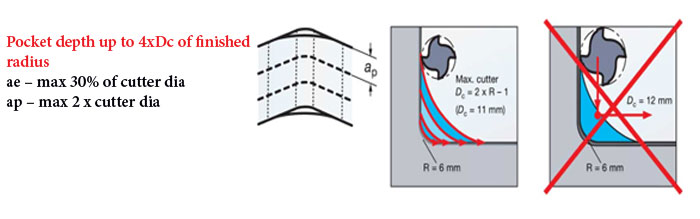
Rest Milling of 90-degree Corners
This can be done by circular interpolation for pocket depths up to 4xD
Smooth Corner and Transitioning
- Rounded Corners: Sharp direction changes cause CNC “look-ahead” functions to slow down. HSM tool paths use rounded, tangential motions to change direction, allowing the machine to maintain higher feed rates.
- “Loop shaped” Stepover: Instead of sharp stepover moves at the end of a pass, HSM will use a loop-shaped tool path to maintain a smooth, non-stop motion required at high feeds.
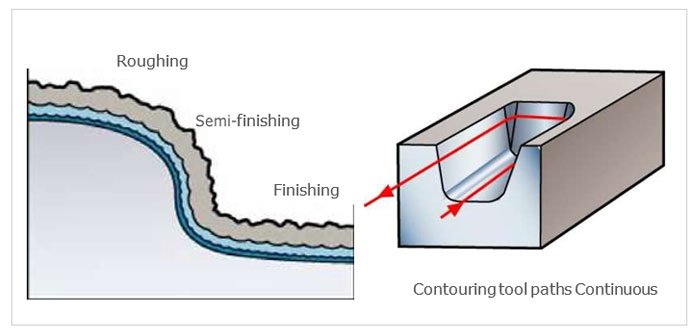
3D Finishing Strategies
- Constant Z-Level Milling: Ideal for steep walls and deep cavities, providing consistent tool load.
- Spiral Machining: Preferred for round shapes and complex 3D profiles to maintain constant contact without frequent retracts.
- Pencil Tracing and Rest Milling: These strategies use “knowledge of stock remaining” (KSR) to identify corners or areas where previous, larger tools couldn’t reach, ensuring the finisher only cuts the intended amount of material, preventing tool breakage.
Specialized HSM Techniques
- Constant Tool Engagement Angle (CTEA): Similar to adaptive clearing, this technology adjusts feed rates in real-time to maintain a constant load on the cutter.
- Steep/Shallow Machining: Modern CAM systems detect steep (walls) and shallow (floors) areas, applying different, optimized toolpaths to each for maximum efficiency.
- Helical Ramping: Used for entering enclosed pockets to minimize tool stress compared to straight-line plunging.
Core Principles For Effective Hsm Toolpaths
- Avoid Full Width Cuts: Radial engagement should be low (often 10-15% of tool diameter) to allow the tool to cool in the air.
- Maintain Constant Chip Load: High-speed machining depends on a steady chip load to prevent vibrations and premature tool failure.
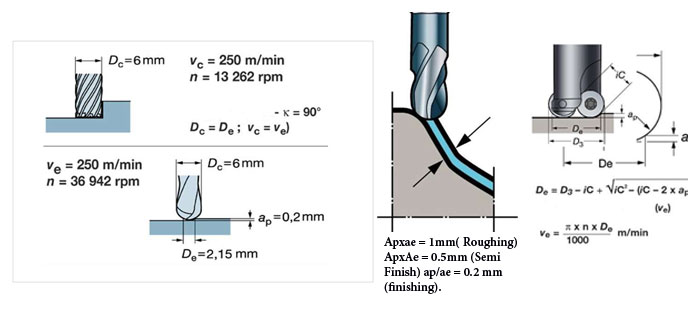
- Calculation of Effective cutting speed for HSM Tool paths
- Minimize Tool Length: Shorten tool stick-out to maximize rigidity and reduce deflection.
- Adaptive Clearing (Dynamic Milling): Employs dynamic algorithms to adjust the tool path in real-time, ensuring a constant tool engagement angle and chip load. This allows for deeper axial cuts and higher feed rates without overloading the tool.
- Z-Level (Waterline) Machining: Ideal for finishing 3D surfaces in D&M. It maintains consistent material engagement by cutting at fixed axial depths, which provides a more uniform finish compared to projected raster operations.
- Spiral and Radial Tool Paths: These paths maintain continuous engagement,
- Maximize Machine look ahead facility by using its advanced features for HSM machining.

