

From tool, fixture and machine design, to engineering & manufacturing, to process development, metrology, final run-off and automation packages, Engis delivers machines, tools and automation; we pride ourselves on our ability to be innovators of cutting-edge honing technology.
This example of high production bore finishing of automotive connecting rods is typical. Both crank and pin bores are finished simultaneously with four diamond plated tools each. The rods are held securely on a locating plate, positioned on an X-Y (axis) floating fixture base allowing the radial alignment of the two bores (bend and twist), along with perpendicularity to be locating surface to improve. The life of the diamond tools that are used on the forged steel crank bores average 100,000 parts; the life of the diamond tools used on the bronze pin bores often exceed 1,000,000. Engis offers various packages for finishing connecting rods with production rates from 30 parts per hour all the way up to 720 parts per hour.
CHALLENGE:
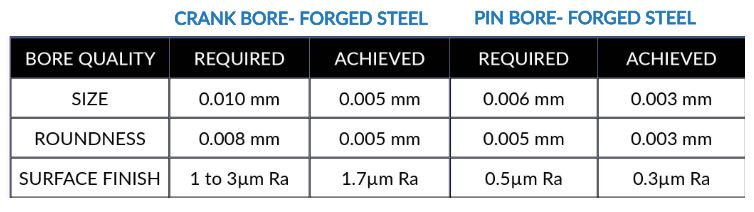
Automotive Crank Bore – Forged Steel / Pin Bore – Bronze Bushing- inconsistent bore geometry, high down-time and perishable tool cost
ENGIS ADVANTAGE:
- Improved Quality: Cpk: >2
- Improved bore roundness
- Improved “Bend and Twist”
- Total perishable tooling cost for finishing both bores is roughly $0.03.
- Quick change-over between part types
- Pin and crank bores finished together in the same machine