
Milling is one of the most flexible of machining processes and is able to machine almost any shape; but the downside of this is that there are many more variables built into the process than say turning.ô The Milling process has many factors that influence each other, viz: Type of Material and shape of component being machined, insert shape and size, type of cutter and approach angle, Cutter Dia and number of inserts per cutter dia, cutting speed and feed per insert etc.
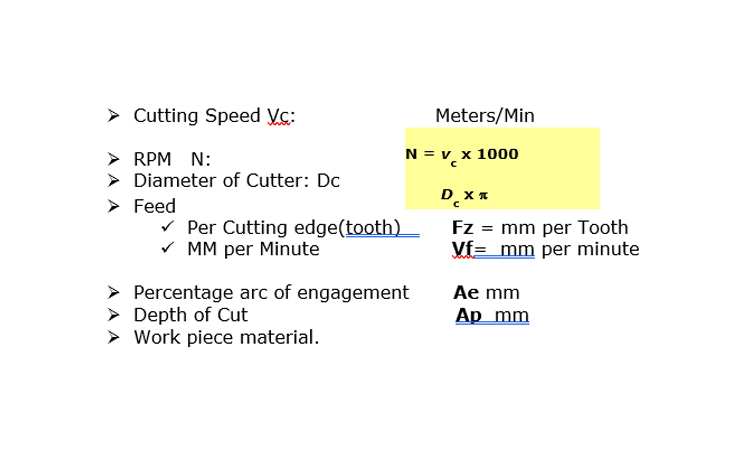
Main Terminologies in Milling:
To do this one needs to understand a few basics in Milling as there are more than one cutting edge in contact. In turning you have just one edge in contact. Milling is an inherently a cyclical and an intermittent process.
Normally each Cutting Tool manufacturer has a set of recommendations per milling Product per type of Material being machined and do not have too many recommendations for actual Applications. So its left to the User to use the Product recommendations and apply them to their Applications. In case the User is not satisfied with the performance, he would call the Tool manufacturer to attend to the problem; if the problem still persists the User calls in Competitors & then will use the Products that work the best after actual tests. This methodology can be time consuming and repetitive and can be an enormous drain on User resources.
It is here that Optimization comes into playãÎãÎ For eg: when machining a cavity, the right cutters can be selected from the tool manufacturersã catalogues, along with the recommended cutting parameters and even then, the machining may yet be inefficient. The geometry of the cavity is studied and the Program is modified to use the right Corner Slicing and Interpolation strategies to maximise the cutter performance.
Machining centers have today become the prime machines for carrying out milling operations. The factors below are based on Modern Milling theory applied to Machining Centers. These factors will complement the recommendations of Tool Manufacturers and improve the efficiencies in the Milling process, both in terms of tool life, productivity and process security.
Most users desire to be empowered and be able to understand the factors that influence the milling process with respect to their Applications effectively, by analyzing component features, insert shape and approach angle, optimizing milling tool paths with effective programming strategies..
Optimizing the Factors that would improve the Milling process :
Optimizing an existing process is often not possible without ãstarting from scratchã; Re-engineering is time consuming, therefore it makes more sense to understandô and then Optimize the process from the ãStartã itself for a new component.
Let us therefore lookô and understand some of these factors and see how these can be appliedô in generic Milling Applications to improve their efficiencies dramatically:
- Optimized Cutter positioning and its Path that is best suited to the component features to be machined.
- Optimum method and programming strategy depending upon material, component and machining centre.
- Leveraging the relation between Approach angle & Chip thickness to use higher feed rates, thereby increasing productivity.
- Utilizing the concept of effective Diameter in Profile milling with Ball nose and Toroid cutters(cutters with overlapping cutting edges at the centre)
- Using high axial depth , with low radial cuts in an optimized programming strategy to improve the efficiency of machining pockets or cavities in applications.
To understandô how we can use Milling Optimizationô to our advantage, I have takenô three of the above five factorsô and have outlined how this is done and what benefits were accrued in tests on the sameô demo work piece , but in different materials , which can give a good idea on the benefits that can be accrued , by a goodô understanding these factors .
A. Effect of Cutter positioning on the milling cycle:
An example of Cutter positioning and engagement with respect to a component feature on a Gear Box Housing , is shown below for a Cutter Dia 125mm:
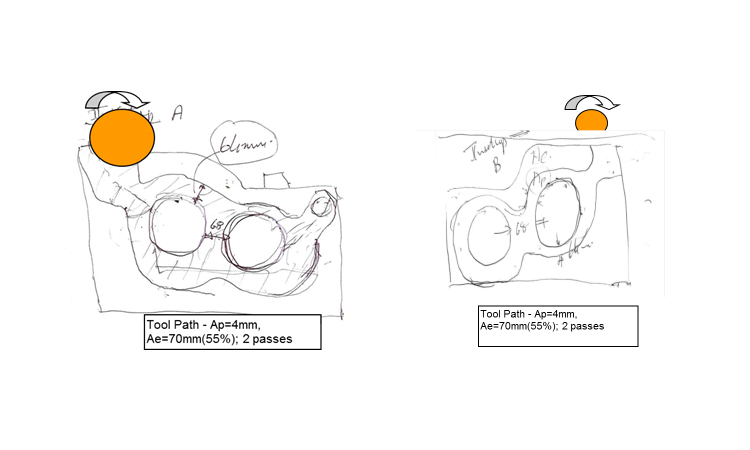
While deciding the cutter positioning and engagement itãs important to ensure a favourable Tool PathãÎ. that would be Down Milling.. see below.
Up Milling & Down Milling:
It is generally more favourable to apply Down Milling rather than Up Milling.
In Down Milling, at the Entry, the insert starts the cut with a higher chip thickness and reduces towards the exit, giving a good healthy cutting action;
In Up Milling, at the Entry, the insert starts the cut with zero chip thickness and then increases, which causes rubbing of the cutting edge, resulting in unhealthy cuttingãÎãÎãÎãÎãÎ..ô ô ô ô ô ô To be continued in part 2