

Machining difficult-to-cut materials such as stainless steels, heat-resistant superalloys (HRSA), titanium alloys, hardened steels, and abrasive cast irons requires more than selecting a tough carbide grade. Insert geometry plays a vital role in controlling cutting forces, heat generation, chip formation, tool life, and surface integrity. ISCAR has developed a broad range of insert geometries specifically engineered to address the challenges presented by these demanding materials.
These materials typically exhibit high strength at elevated temperatures, poor thermal conductivity, work hardening tendencies, abrasiveness, and long, stringy chips. Insert geometry directly influences cutting forces, heat generation, chip control, edge strength, and vibration resistance. Selecting the correct ISCAR geometry enables manufacturers to balance sharp cutting action with the edge robustness needed for reliable tool life.
For titanium alloys and HRSAs, minimizing cutting forces is essential. ISCAR’s positive rake geometries feature thin, sharp cutting edges that reduce heat buildup, limit work hardening, improve chip flow, and lower power consumption. They are ideal for finishing and semi-finishing applications where surface quality is critical. In contrast, hardened steels and abrasive cast irons require reinforced cutting edges. Moderately positive or neutral rake angles combined with edge honing or chamfering improve resistance to chipping and notch wear while maintaining cutting efficiency.
Material-specific geometry selection is particularly important in stainless steel machining, where work hardening and poor chip control can shorten tool life. Medium positive rake geometries with efficient chipbreakers prevent chip wrapping and ensure stable machining. ISCAR’s LOGIQ-TURN MF and MM geometries are widely used for finishing and medium machining, while HELI TURN inserts with a helical cutting edge reduce cutting pressure and improve surface finish. These geometries are commonly paired with IC907 and IC908 grades for enhanced wear resistance.
Heat-resistant superalloys present even greater challenges because they retain strength at high temperatures and generate intense heat. Very sharp cutting edges, high positive rake angles, and smooth chip evacuation are essential. ISCAR’s HELI TURN geometry lowers radial forces, while LOGIQ-6-TURN M3M and F3M geometries (Fig. 1) provide multiple cutting edges with optimized chip control. Combined with grades such as IC806 and IC907, they deliver stable machining performance.
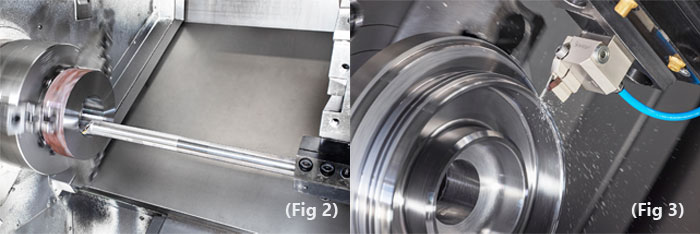
Titanium alloys also require highly positive rake geometries to reduce cutting forces and heat buildup. ISCAR’s positive LOGIQTURN geometries, together with WHISPERLINE turning tools (Fig. 2), suppress vibration and improve machining stability while optimized edge preparation minimizes built-up edge and extends tool life.
For hardened steels, edge strength is paramount. Robust LOGIQTURN RM geometries, reinforced inserts, and wear-resistant grades provide reliable hard turning performance that can often replace grinding.
Grooving and parting operations impose high cutting loads. ISCAR’s CUT GRIP system (Fig. 3) offers dedicated F, M, and R geometries optimized for different materials. High-rigidity inserts with efficient chip evacuation perform especially well in stainless steel and HRSA applications.
Selecting the right ISCAR insert geometry depends on the operation, machine rigidity, depth of cut, feed rate, and coolant strategy. Positive geometries suit lighter machines, while heavier cuts require stronger cutting edges. High-pressure coolant further improves chip control and tool life.
By understanding how rake angle, edge preparation, and chipbreaker design interact with material behavior, manufacturers can significantly improve productivity, tool life, and part quality. ISCAR solutions including LOGIQ-6-TURN, LOGIQ-3-TURN, HELI TURN, CUT GRIP, and WHISPERLINE provide proven geometry options for machining stainless steels, superalloys, titanium, and hardened materials with maximum reliability and efficiency.
This version is approximately 510 words, making it suitable for a two-page technical magazine feature while retaining all the key technical information and product references.